
- Systems: Static dissipative ESD epoxy (1.0 × 106 to 1.0 × 109 ohms) and conductive ESD epoxy (below 1.0 × 106 ohms) — SW Resuflor SCT over Resuprime ESD, PIP 100 ESD HB with 125 ESD WR-GP ground-plane, Sika Sikafloor ESD systems.
- Compliance:
- – ANSI/ESD S20.20 program standard
- – MIL-STD-1686 defense ESD-control program
- – STM7.1 floor-material resistance testing
- – STM97.1 system resistance and STM97.2 body voltage testing
- – AS9100 quality-program documentation support
- Verticals: Avionics assembly, environmental and functional test, system integration, electronics bays, and defense or munitions areas requiring the conductive band.
- Installed cost: $3.34 to $13.55 per square foot installed, depending on system type, thickness, and substrate condition; from real bid data on 250+ commercial ESD projects.
- Crews: In-house W-2 crews mobilize nationwide. Authorized SW + PIP + Sika installer. ITAR and classified-area access where the program requires it.
Phone: +1 (844) 687-1961
Aerospace ESD flooring protects the static-sensitive work inside an avionics operation, where flight electronics are handled bare: circuit-card assembly, environmental-stress screening, functional test, and final integration. An uncontrolled discharge off a technician’s body can latent-damage a line-replaceable unit that passes acceptance test and fails months later in the aircraft. A static-dissipative floor holds surface resistance between 1.0×10⁶ and 1.0×10⁹ ohms per ANSI/ESD STM7.1 and bleeds accumulated charge to a building-steel-tied ground; conductive systems run below 1.0×10⁶ ohms where energetic atmospheres are present. Both are verified to the facility’s ANSI/ESD S20.20 program, not assumed from a product label. Craftsman installs aerospace ESD flooring nationwide with in-house W-2 crews and full resistance documentation on every job.
The failure aerospace teams actually hit is rarely the coating. It is the ground path. A conductive primer thinned below spec, copper ground straps spaced wrong or never bonded to building steel, or resistance testing waived before the cure window closes will leave a floor that reads in-band on a sample coupon and out-of-band underfoot. Craftsman installs the full stack, conductive primer or ground-plane through dissipative or conductive topcoat, with copper grounding tied to building steel, then verifies resistance-to-ground and point-to-point readings per STM7.1 after a 24-to-72-hour cure. STM97.1 system-resistance and STM97.2 body-voltage data are captured against the facility’s compliant footwear.
Our Clients



















Request a Proposal
Static-Sensitive Floors for Avionics Production
Avionics ESD flooring belongs where flight electronics are handled outside their packaging: assembly lines, environmental and functional test cells, conformal-coat and rework benches, and final integration bays. These are aircraft-electronics ESD coatings for assembly and test areas, not a general hangar slab, where the concern is tires and fuel rather than microvolt-sensitive devices. The floor’s job is to hold every technician, cart, tool, and work surface inside a controlled resistance band so charge bleeds off before it reaches an unshielded device.
What Goes Wrong Without It
Static damage to avionics hardware is mostly invisible. A several-thousand-volt discharge off an ungrounded technician can degrade a CMOS junction or a MEMS sensor without leaving a mark, so the unit passes acceptance test and fails in service. That latent-failure mode is why prime contractors flow ESD-control requirements down to suppliers, and why a documented ANSI/ESD S20.20 program, rather than a visual check, is the acceptance criterion. The floor is the one program element that touches every person on the line, on every shift.
Why the Old Fixes Fail
Anti-static VCT and ESD tile carry a conductive plane, but the grout and seam lines between tiles interrupt it, and those joints are where ground continuity and cleaning both break down. Static-control wax reads in-band the week it goes down and drifts out as it wears, which puts the program on a re-coat treadmill. Standard epoxy sits above 10¹² ohms, so there is no charge path at all. ESD mats protect only the bench they sit under; charge rebuilds the moment a technician steps off. A monolithic poured floor carries one continuous conductive plane with no tile seams to bridge.
ANSI/ESD S20.20 and MIL-STD-1686 Compliance
Aerospace and defense ESD work answers to two program documents: ANSI/ESD S20.20, the commercial ESD-control program standard, and MIL-STD-1686, the military ESD-control program still invoked on defense and avionics contracts. Neither is met by a product label. Both require the installed floor to fall inside a defined resistance band and the floor-footwear-person system to control body voltage, measured and documented by named test methods after the floor is in service, not at the factory.
Resistance Bands and Floor Ratings
Two bands cover aerospace work. Static-dissipative systems hold 1.0×10⁶ to 1.0×10⁹ ohms and cover general avionics assembly and electronics-bay integration. Conductive systems run below 1.0×10⁶ ohms, down to about 2.5×10⁴, and are specified where energetic devices, propellants, ordnance, or solvent-vapor atmospheres put an ignition or fast-bleed requirement on the floor. Both ratings come from floor-material resistance under ANSI/ESD STM7.1: resistance-to-ground (RTG) from the surface to the grounding point, and point-to-point or resistance-top-to-top (RTT) across the surface. Spec engineers also reference ASTM F150 when comparing against resilient ESD products.
System Resistance and Body Voltage
A floor inside the band is necessary but not sufficient. S20.20 qualifies the floor-footwear-person system together. STM97.1 measures the resistance of that combined system to ground while a person stands on the floor in program footwear. STM97.2 measures body-voltage generation during the walking test, the reading that confirms a person accumulates under 100 volts crossing the floor. These two are easy to transpose on a submittal and are not interchangeable. STM97.1 is a resistance measurement and STM97.2 is a voltage measurement; a binder that swaps the two invites an audit finding. This is what STM 97.1/97.2 tested means on an aerospace job.
Grounding, Ground Straps, and Continuity
Performance comes from the ground path, not the topcoat color. The system is built up as a conductive primer or ground-plane over prepared concrete, then a conductive or dissipative topcoat, with copper ground straps embedded in the floor and bonded to building steel at defined intervals. Substrate prep follows ICRI 310.2 for surface profile and ASTM F2170 for in-slab moisture, because a primer that disbonds from a damp or unprofiled slab takes the ground path with it. After the 24-to-72-hour cure window, the installed resistance is verified before the floor returns to service.
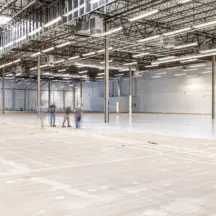
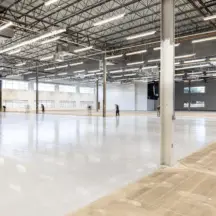
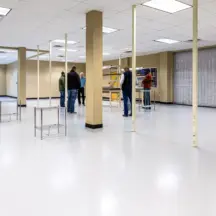
ESD Flooring Gallery









AS9100 Programs and Prime ESD Flow-Downs
Aerospace buyers searching for ESD flooring often arrive holding AS9100, their quality-management-system standard. AS9100 governs the quality program; it does not publish an ESD floor resistance value. The floor specification traces to ANSI/ESD S20.20 and MIL-STD-1686, and the resistance is documented by STM7.1 floor-material testing, with STM97.1 system and STM97.2 body-voltage results recorded alongside it. What an AS9100-run supplier needs from the floor is not a number stamped ‘per AS9100,’ but the evidence trail that satisfies its own quality system and the ESD-control requirements its primes flow down.
What the Closeout Package Proves
Every Craftsman aerospace install ships a closeout package built for the program binder: STM7.1 resistance logs with a point-by-point map of the floor, STM97.1 system-resistance and STM97.2 body-voltage results recorded against the facility’s footwear, grounding-continuity verification tying the copper network to building steel at each connection, the primer and topcoat product data sheets, and a single-document S20.20 conformance summary. An AS9100 internal audit or a customer ESD survey can pull that package straight into its evidence file. A sample closeout from a comparable prior job can be reviewed during procurement qualification.
Conductive vs Dissipative for Defense Work
Most avionics and electronics assembly runs on a static-dissipative floor in the 1.0×10⁶ to 1.0×10⁹ ohm band. The decision shifts to a conductive system, below 1.0×10⁶ ohms, where the same facility handles energetic devices, propellant, ordnance, or solvent vapor, or where a Class I Division 2 area puts an ignition concern on the floor. Conductive flooring bleeds charge faster and is the band MIL-STD-1686 and the facility’s safety case will call for in those rooms. Specifying conductive where dissipative belongs, or the reverse, is the selection error that surfaces at the program audit.
Installation, Phasing, and Cleared-Site Access
Craftsman runs the aerospace work with in-house W-2 installers, not 1099 day-labor brokered per project. The crew that grinds the slab is the crew that pulls the resistance readings, and their manufacturer training stays on file as an authorized SW + PIP + Sika installer. On defense and avionics sites, crews work under the facility’s access rules, including ITAR and classified-area escort and badging where the program requires it.
Phased Install Around Live Production
Production lines rarely stop for a floor. Craftsman phases the install zone by zone around live operations, working weekend and night shutdown windows so an assembly cell or test bay is back online before the next shift. Each zone holds to the 24-to-72-hour cure-and-test window: the resin has to cure before STM7.1 readings are reliable, so resistance is never signed off early to hit a schedule. That sequencing is why a multi-bay floor is quoted in weeks rather than days.
Cost, Lead Time, and Proof
Aerospace ESD flooring runs $3.34 to $13.55 per square foot installed, depending on system type, thickness, and substrate condition. A dissipative topcoat over sound concrete sits near the low end; a built-up conductive system over a slab needing repair and moisture mitigation sits at the high end. Lead time is 1 to 3 weeks from contract execution, driven by material availability. The proof behind the number includes a 34,000-square-foot Fortune 500 installation in Dallas and resistance-verified work across 250-plus commercial ESD projects, from an ESD flooring contractor that has run W-2 crews since 1999.
ESD Flooring Knowledge Center
Resource links
Project Delivery Framework
Facility-Specific Requirements
Compliance & Testing Standards
Capabilities
ESD Systems & Selection
Installation & Maintenance
Frequently Asked Questions
Aerospace ESD flooring runs $3.34 to $13.55 per square foot installed, depending on system type, thickness, and substrate condition. A static-dissipative topcoat over sound concrete sits near the low end; a built-up conductive system over a slab that needs repair and moisture mitigation sits at the high end. The range comes from real bid data on 250+ commercial ESD projects.
Anti-static tile and ESD VCT carry a conductive plane, but the grout and seam lines between tiles interrupt it, and those joints are where ground continuity and cleaning both break down. Static-control wax reads in-band when applied and drifts out as it wears, forcing a re-coat treadmill. Standard epoxy sits above 10¹² ohms, so there is no charge path at all. A monolithic poured floor holds one continuous conductive plane verified per ANSI/ESD STM7.1.
The installed floor is measured, not assumed. STM7.1 characterizes floor-material resistance, including resistance-to-ground and point-to-point readings. STM97.1 then measures the floor-footwear-person system resistance, while STM97.2 measures body-voltage generation during the walking test and confirms a person stays under 100 volts. Those results, plus grounding-continuity verification, go into the ANSI/ESD S20.20 conformance summary in the program binder.
A single zone installs in a few days, but a multi-bay floor is quoted in weeks because each zone holds a 24-to-72-hour cure-and-test window before resistance is verified per STM7.1. Lead time is 1 to 3 weeks from contract execution, driven by material availability. Craftsman phases the work around live production, using weekend and night shutdown windows so a test cell or assembly bay returns to service before the next shift.
No. AS9100 is the aerospace quality-management-system standard; it governs the quality program, not the floor. ESD floor specifications trace to ANSI/ESD S20.20 and MIL-STD-1686, with resistance documented by STM7.1 testing plus STM97.1 system and STM97.2 body-voltage results. The closeout package Craftsman delivers supports an AS9100 program and the ESD-control requirements primes flow down to suppliers.
Most avionics assembly and test runs on a static-dissipative floor in the 1.0×10⁶ to 1.0×10⁹ ohm band. Conductive flooring, below 1.0×10⁶ ohms, is specified where the facility also handles energetic devices, propellant, ordnance, or solvent-vapor atmospheres, or where a Class I Division 2 area puts an ignition concern on the floor. MIL-STD-1686 and the facility’s safety case drive that call. Specifying the wrong band is a common audit finding.
Craftsman installs aerospace ESD flooring nationwide with in-house W-2 crews, mobilizing to the project site rather than brokering local day-labor. The company has installed industrial flooring since 1999 and works under each facility’s access rules, including ITAR and classified-area protocols where required. Crews carry authorized SW + PIP + Sika installer credentials and deliver S20.20-compliant flooring with full STM testing.
Case Studies

ESD Epoxy Flooring Case Study: 34,000 SF Dallas, TX

ESD Epoxy Flooring Case Study: 67,000 SF | Houston, TX
